
High-Efficiency Combustion Management for Critical Heating Operations
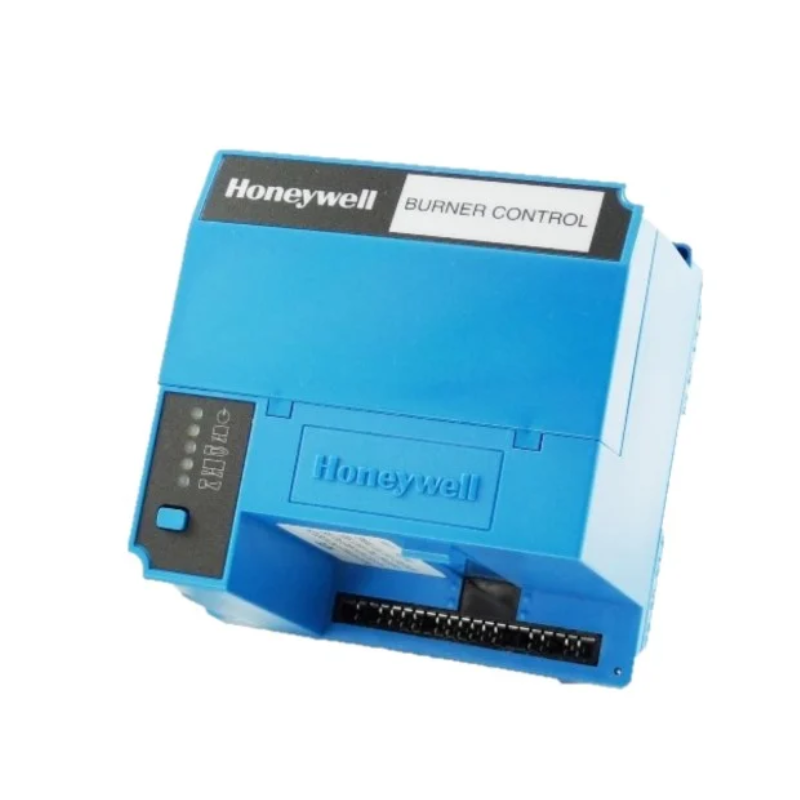
The Honeywell RM7830A1011 Integrated Burner Control is a sophisticated flame safeguard controller developed for industrial and commercial burner management systems requiring dependable safety supervision and precise operational sequencing. Engineered for demanding combustion environments, this integrated control unit combines burner control logic, flame monitoring, self-check diagnostics, and system protection into one streamlined platform.
Designed to support stable ignition cycles and consistent combustion performance, the RM7830A1011 helps operators improve operational reliability while reducing maintenance interruptions. Its intelligent monitoring capability and modular compatibility make it an excellent choice for facilities seeking long-term control stability and efficient burner management.
Widely trusted across industrial heating applications, this integrated burner control delivers the performance and durability required in continuous-duty environments.
Product Specifications & Technical Overview
| Specification Item | Description |
|---|
| Product Model | Honeywell RM7830A1011 |
| Product Type | Integrated Burner Control |
| Control Function | Flame Safeguard & Burner Management |
| Input Voltage | 120 VAC |
| Frequency | 50/60 Hz |
| Flame Detection Compatibility | UV, IR, Flame Rectification |
| Safety Diagnostics | Internal Self-Checking Circuitry |
| Communication Support | Compatible with Honeywell Display Modules |
| Mounting Method | Modular Plug-In Installation |
| Status Monitoring | LED Diagnostic Indicators |
| Application Environment | Industrial & Commercial Combustion Systems |
| Housing Type | Industrial Modular Enclosure |
| Control Capability | Automatic Burner Sequencing |
| Dimensions | Approx. 13.2 × 10.4 × 10.1 cm |
| Weight | Approx. 0.95 kg |
Industrial Application Areas
The RM7830A1011 is developed for combustion systems requiring reliable flame safeguard supervision and accurate burner sequence management.
Common Installation Environments
-
Industrial boiler systems
-
Commercial heating equipment
-
Process heating applications
-
Steam generation facilities
-
Manufacturing production lines
-
Thermal oxidation systems
-
Chemical processing plants
-
Food processing heating systems
-
Gas-fired combustion equipment
-
Industrial furnace operations
Its flexible integration capability makes it suitable for both modern automation projects and replacement installations.
Operational Advantages
Advanced Burner Supervision
The control unit continuously monitors burner status and flame conditions to help maintain stable combustion performance.
Integrated Diagnostic Intelligence
Self-checking diagnostics and LED status indicators provide fast visibility into operating conditions and fault events.
Engineered for Industrial Reliability
Built for demanding environments, the RM7830A1011 supports long operating cycles with dependable performance consistency.
Simplified System Integration
The modular architecture allows easy installation alongside compatible Honeywell flame amplifiers and display interfaces.
Improved Maintenance Efficiency
Quick diagnostic feedback and modular servicing reduce troubleshooting time and support faster system recovery.
Technical FAQs
1. What is the primary role of the RM7830A1011?
It manages burner sequencing, flame supervision, startup safety checks, and shutdown control in combustion systems.
2. Is this unit suitable for industrial burner applications?
Yes. It is widely used in industrial and commercial combustion management systems.
3. What flame detection methods are supported?
The controller supports ultraviolet, infrared, and flame rectification sensing technologies.
4. Does the module provide fault diagnostics?
Yes. Integrated LED indicators and self-diagnostic functions help identify system faults quickly.
5. What power supply does the RM7830A1011 require?
The unit operates on a 120 VAC input power supply.
6. Can the controller be used in retrofit projects?
Yes. Its modular design supports replacement and upgrade applications in existing burner systems.
7. Is it compatible with Honeywell display modules?
Yes. The controller supports compatible display and communication modules for enhanced monitoring.
8. Does the unit support continuous industrial operation?
Yes. It is engineered for long-term operation in demanding industrial environments.
9. What industries commonly use this burner control?
Industries including manufacturing, utilities, food processing, petrochemical, and commercial heating frequently deploy this model.
10. Can this control unit help reduce system downtime?
Yes. Advanced diagnostics and dependable sequencing help improve maintenance response and operational efficiency.
 A DCS Q Co., Ltd. - PLC and DCS Industrial Control Equipment Wholesale
A DCS Q Co., Ltd. - PLC and DCS Industrial Control Equipment Wholesale