

Introduction
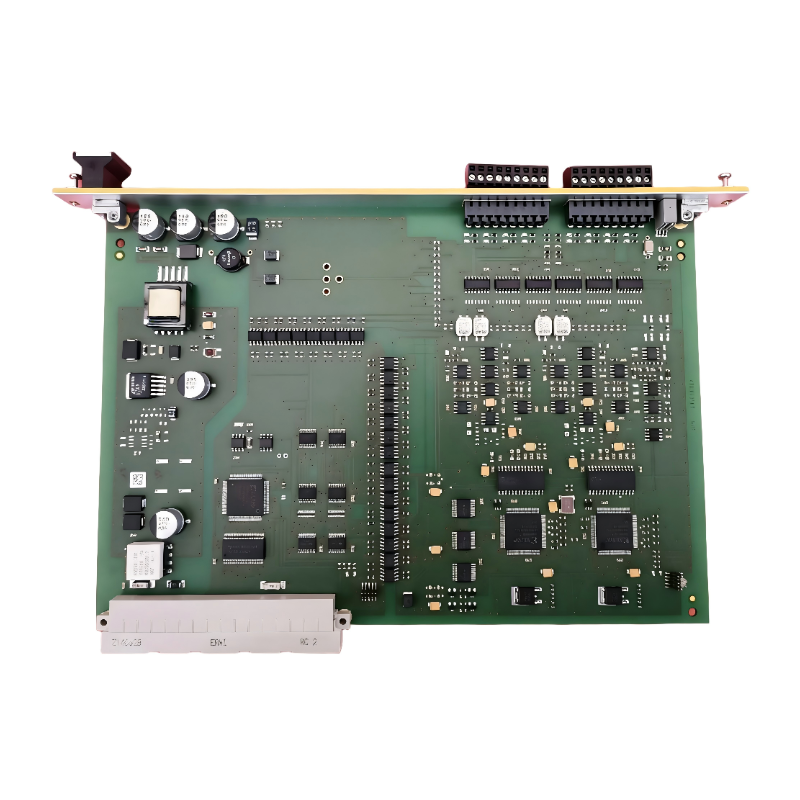
The HIMA F60 AI 80 1 982200214 Analog Input Module is an industrial signal interface designed to collect analog measurement data from field instrumentation and deliver it to the HIMA safety automation platform. In safety instrumented systems, accurate process monitoring is essential for detecting abnormal conditions and ensuring that protective measures can be activated promptly.
The module receives analog signals from industrial transmitters distributed across the plant. These signals represent real-time measurements that are analyzed by the safety controller to maintain safe operating conditions.
Due to its reliability and integration capabilities within HIMA safety architectures, the module is commonly deployed in safety control cabinets supporting hazardous process environments such as oil refineries, chemical plants, and energy production facilities.
Technical Specifications
| Parameter | Specification |
|---|
| Manufacturer | HIMA |
| Model | F60 AI 80 1 982200214 |
| Module Type | Analog Input Module |
| System Platform | HIMA Safety Automation Systems |
| Function | Analog signal acquisition |
| Signal Source | Industrial transmitters and sensors |
| Application | Safety process monitoring |
| Installation | Safety control cabinet / modular rack |
| Operating Mode | Continuous industrial operation |
| Dimensions | 70 × 125 × 90 mm |
| Weight | 0.3 kg (0.66 lb) |
Process Signal Monitoring in Safety Automation
The HIMA F60 AI 80 1 982200214 Analog Input Module is designed to acquire and process analog measurement signals within HIMA safety automation systems. Analog input modules serve as critical interfaces between field instrumentation and safety controllers, enabling accurate monitoring of process variables in industrial environments.
This module collects continuous analog signals from sensors and transmitters installed across the plant. These signals typically represent essential process parameters such as temperature, pressure, flow, or level. Once captured, the signals are transmitted to the safety control system where they are evaluated to ensure safe and stable plant operation.
Common industrial applications include:
-
Safety monitoring of process variables in chemical plants
-
Oil and gas production safety systems
-
Industrial equipment protection systems
-
Power generation process monitoring
-
Safety instrumented systems for hazardous process environments
-
Distributed safety control architectures in manufacturing plants
By delivering reliable analog signal acquisition, the module enables safety controllers to detect abnormal operating conditions and trigger protective responses when required.
Key Operational Advantages
Accurate Analog Signal Acquisition
Designed to capture continuous process measurements from industrial transmitters and sensors.
Integration with HIMA Safety Systems
Supports signal input requirements for HIMA safety automation platforms.
Reliable Process Monitoring
Ensures that safety controllers receive consistent and accurate process variable data.
Industrial-Grade Design
Built for stable operation in environments where process monitoring must be continuous.
Compact Module Footprint
Optimized for efficient installation within safety control cabinets and modular racks.
Technical FAQs
1. What is the main function of the F60 AI 80 1 module?
It collects analog measurement signals from field sensors and sends them to the safety controller.
2. What types of signals are typically handled by this module?
Signals representing temperature, pressure, flow, level, or other process variables.
3. Which systems typically integrate this module?
HIMA industrial safety automation and safety instrumented systems.
4. Why are analog input modules important in safety control systems?
They provide real-time process data required to detect unsafe operating conditions.
5. Where is the module installed in an automation system?
Inside safety control cabinets or modular safety system racks.
6. What devices typically connect to this module?
Industrial transmitters, sensors, and measurement instrumentation.
7. How does the module contribute to plant safety?
It allows the safety system to monitor process conditions and trigger protective actions.
8. Can the module operate continuously in industrial facilities?
Yes, it is designed for continuous signal acquisition in safety-critical environments.
9. What industries typically use analog input modules like this one?
Oil and gas, petrochemical processing, power generation, and heavy industrial automation.
10. What benefits does accurate signal acquisition provide?
Improved process reliability, safety response accuracy, and system stability.
 A DCS Q Co., Ltd. - PLC and DCS Industrial Control Equipment Wholesale
A DCS Q Co., Ltd. - PLC and DCS Industrial Control Equipment Wholesale











