


Product Introduction
The Bently Nevada 1900/65-00-00-01-00-00 General Equipment Monitor is a versatile industrial monitoring device designed to supervise the operational condition of a wide range of mechanical equipment. In many industrial plants, machinery such as pumps, compressors, and motors operates continuously under demanding conditions, making early fault detection essential.
The monitor receives signals from various condition monitoring sensors and processes the data to provide meaningful information about machine performance. If abnormal conditions are detected, the system can trigger alarms that allow maintenance teams to take preventive action before equipment damage occurs.
Because of its flexible monitoring capabilities and reliable industrial design, the device is widely used in facilities implementing predictive maintenance and condition-based monitoring strategies.
Technical Specifications
| Parameter | Specification |
|---|
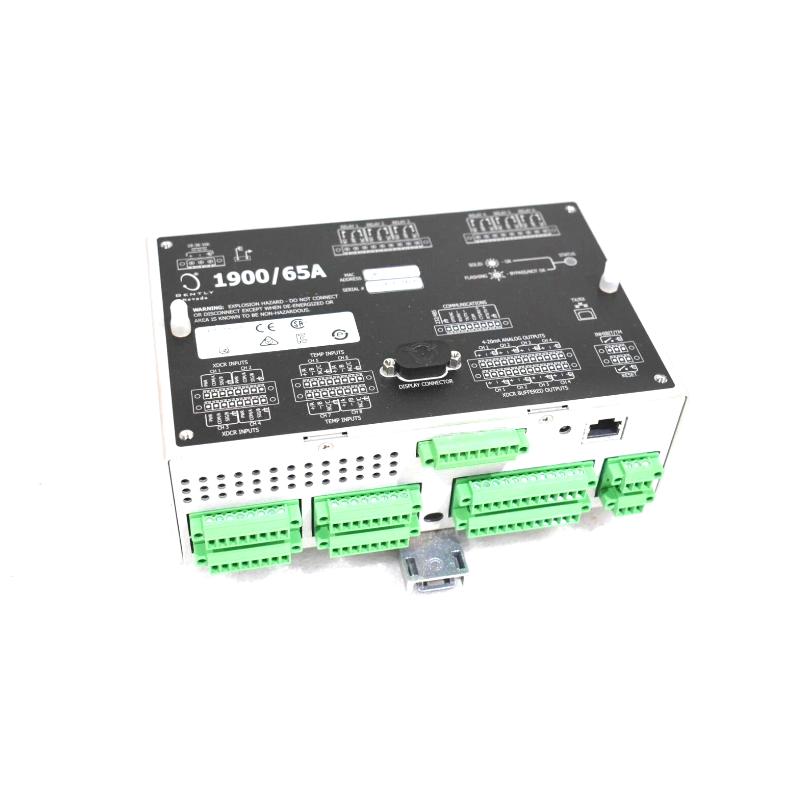
| Product Type | General Equipment Monitor |
| Manufacturer | Bently Nevada |
| Model Number | 1900/65-00-00-01-00-00 |
| Monitoring Function | Industrial Equipment Condition Monitoring |
| Compatible Sensors | Vibration, Temperature, and Other Condition Sensors |
| Installation | Control Panel or Machinery Monitoring Cabinet |
| Typical Applications | Pumps, Motors, Compressors, and Industrial Machinery |
| Dimensions | 196.9 mm × 149.4 mm × 74.4 mm |
| Weight | 0.77 kg (1.70 lb) |
Industrial Deployment and Use Cases
The Bently Nevada 1900/65-00-00-01-00-00 General Equipment Monitor is designed to provide continuous condition monitoring for a wide range of industrial machinery. Unlike specialized monitoring devices dedicated to a single machine type, this monitor supports broader equipment supervision, making it suitable for diverse industrial assets.
It is commonly implemented in:
-
Pump and motor monitoring systems in water treatment facilities
-
Compressors and rotating equipment in oil and gas plants
-
Industrial production lines with multiple mechanical assets
-
Power generation plants supervising auxiliary equipment
-
Manufacturing facilities implementing predictive maintenance strategies
By collecting and evaluating machine condition signals, the monitor allows operators to identify abnormal operating trends and respond before serious equipment damage occurs.
Operational Strengths for Equipment Monitoring
Versatile Machinery Monitoring
The device supports monitoring across multiple types of industrial equipment, providing flexible deployment options in various facilities.
Improved Predictive Maintenance Capability
Continuous equipment condition monitoring allows maintenance teams to detect problems early and schedule timely repairs.
Compact Industrial Design
Its compact structure allows installation in control panels, machinery cabinets, or monitoring stations without occupying excessive space.
Reliable Operation in Industrial Environments
Designed for demanding conditions, the monitor can operate continuously in facilities where machinery runs around the clock.
Integration with Plant Monitoring Systems
The device can be incorporated into broader condition monitoring architectures for centralized equipment supervision.
Technical FAQs
1. What is the main purpose of the 1900/65 general equipment monitor?
It continuously monitors the operating condition of industrial machinery to help detect abnormal behavior and potential failures.
2. What types of equipment can be monitored using this device?
Pumps, motors, compressors, fans, and other rotating or mechanical equipment.
3. How does equipment monitoring support maintenance programs?
It provides real-time condition data that helps maintenance teams identify early warning signs of mechanical issues.
4. What kind of sensors are typically used with this monitor?
Sensors measuring vibration, temperature, or other machine condition parameters can be connected.
5. Can the monitor generate alarms for abnormal conditions?
Yes, alarm thresholds can be configured to notify operators when monitored values exceed safe limits.
6. Is the monitor suitable for continuous industrial operation?
Yes, it is designed for long-term operation in environments where machinery operates continuously.
7. Where is the monitor typically installed?
It is usually mounted in machinery monitoring cabinets or industrial control panels.
8. Can the device be integrated into plant-wide monitoring systems?
Yes, it can interface with centralized monitoring platforms and automation systems.
9. What types of faults can general equipment monitoring detect?
Common issues include vibration anomalies, overheating, imbalance, and mechanical wear.
10. What maintenance is recommended for the monitoring unit itself?
Routine checks of sensor wiring, alarm configuration, and calibration verification help maintain reliable operation.
 A DCS Q Co., Ltd. - PLC and DCS Industrial Control Equipment Wholesale
A DCS Q Co., Ltd. - PLC and DCS Industrial Control Equipment Wholesale











